



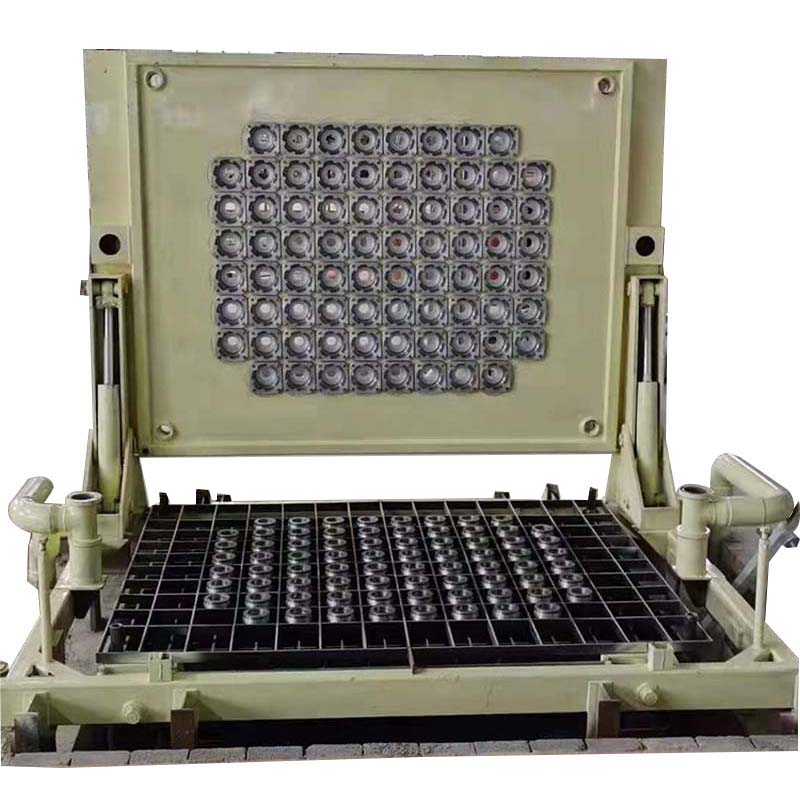
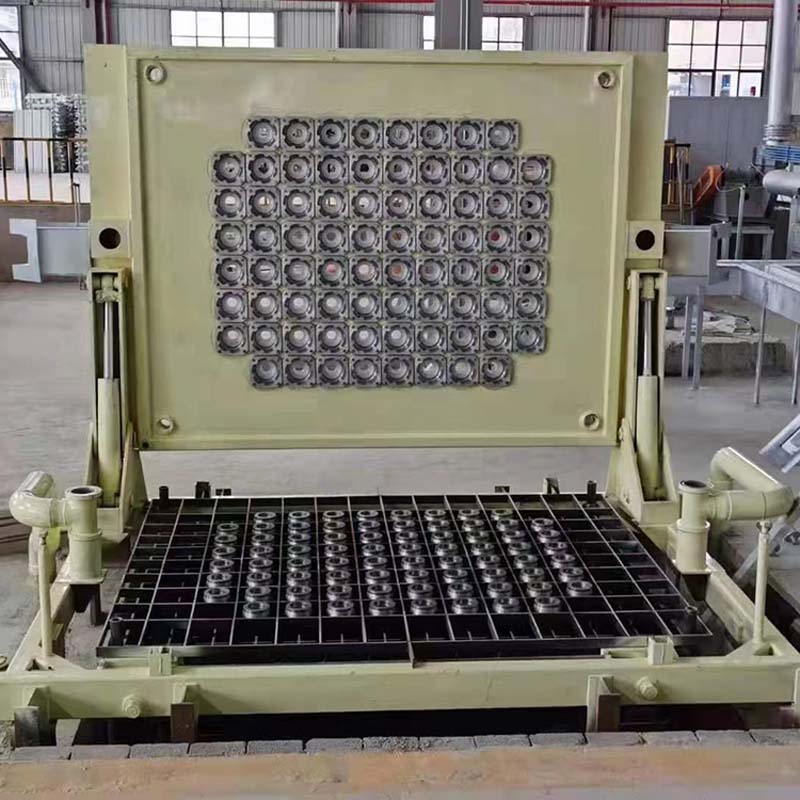


Hot Top tuskó folyamatos öntőgép alumíniumöntödékhez
Lehúzóból, hidraulikus kábelből, kúttartóból, emelőből, acélkötélből, vezetőgörgős rendszerből áll.
A lehúzó motorból, nagy sebességváltóból, acélkötélből, fogaslécből stb.
A hidraulikus asztal hidraulikus tápegységből, tartályból, forgóasztalból, csőből és szelepekből stb.
Hidraulikus asztal az állvány mellé, a felső forma a hidraulikus asztalra, az alsó forma az emelő állványra van felszerelve, az öntés során az emelő az alsó határig húzódik, majd a magassági határig az acélkötélen való áthúzás befejezéséhez.
Származási hely:Guangdong, Kína
Feltétel:Új, Új
Géptípus:öntőgép, présöntőgép
Videós kimenő ellenőrzés:Biztosítani
Gépvizsgálati jelentés:Biztosítani
Marketing típusa:Új termék 2020
Garancia az alapvető alkatrészekre:1 év
Alapkomponensek:Sebességváltó, Motor, Sebességváltó, Szivattyú
Feszültség:380V, 50Hz
Garancia:1 év
Főbb értékesítési pontok:Könnyen kezelhető
Bemutatóterem helye:Egyik sem
Alkalmazható iparágak:Gyár
Súly (KG):5000
A tuskó hossza:6 méter
A tuskó átmérője:70-406 mm
tuskó átmérője:3-16 hüvelyk
öntési mód:melegtető öntés, légpapucs öntés, olajpapucs öntés
Alkalmazás:Öntödei ipar
Használat:Kör Bár
Típus:Vízszintes folytonos öntőgép
Technológia:Automatikus formabeállítás
Az öntőgép öntési rendszert alkalmaz (szintben szorosan zárt hot-top), a célokat a megfelelő pozícióba helyezi a próbarudakkal, és mentes a kovasavpapírtól.
1. Az öntési sebesség 0-250 mm/perc (Fokozatmentes sebességszabályozás).Válogatott sebességgátló rendszer van, 5 kW-os vonóerővel.
2. Az öntés befejezése után az öntőasztal 89°C-ra billenhet a lemezen a stabil hidraulikus erőátviteli rendszernek köszönhetően. Automatikus tuskóöntő gép.
3. Öntőgép adots casting gystem (level dlose-packed hot. top), targetis Im right postlon dumy bar automatball és i ice sav papírmentes.
4. Házsebesség s 0-250 mm/min (Fokozatmentes fordulatszám szabályozás).
5. Az öntőasztal a burkolás befejezése után a lemezen 89*C-ra billenhet a stabil hidrokulcsos átviteli rendszernek köszönhetően.
| Módosított Nio. | Bllet méret Da.x hossz (mm) | Blet darab (db) | Teljesítmény (fény) | Súly/idő (k) | Tting szög (") | Nos She Hx W (mm) |
| ALM-ZB3,5" | 90*6000 | 54 | B | 5562 | 0-89 | 1900*1900 |
| ALMZB5" | 0127*5000 | 32 | B | 5859 | 0-89 | 1800*1800 |
| AM-Z86" | 01 52*6000 | 20 |
| 5876 | 0-89 | 1600*1600 |
| AM-287" | 178*6000 | 16 |
| 6446 | 0-89 | 1600*1600 |
| M-288 | 9203*6000 | 12 | B | 6288 | 0-89 | 1600*1600 |
| ALM-209" | 9230*6000 | 8 | B | 5382 | 0-89 | 1600*1600 |
| A M-2B3,5" | 090*6000 | 100 | 11 | 10300 | 0-89 | 2400*2400 |
| AUM-2B5" | *127*6000 | 60 | 11 | 10987 | 0-89 | 2300*2300 |
| ALMZB 5,5" | 0140*6000 | 42 | 11 | 10468 | 0-89 | 2000*2000 |
| ALM-ZB6" | 152*6000 | 36 | 11 | 10577 | 0-9 | 2000*2000 |
| AM-2B7* | 178*6000 | 26 | 11 | 10476 | 0-89 | 2100*2100 |
| ALM-ZB8" ; | 203*6000 | 20 | 11 | 10481 | 0-89 | 1800*1800 |
| AM-ZB9* | 230*6000 | 16 | 11 | 10764 | 0.9 | 1800*1800 |
Remarka A fenti műszaki paraméterek csak tájékoztatásul szolgálnak.A véglegesített részletekre végleges szerződés vonatkozik.
1) Az azonos szintű melegtetős öntőlemez egységes táp- és elosztólemezt használ több forró tetejű öntőforma összekapcsolásához, így a fémfolyadék szintje az öntőkorongok teljes készletében minden egyes szerszámban azonos szinten van.Az öntőkorongok teljes készletében azonos szinten az áramló alumínium folyadék a korábban kialakult alumínium-oxid film alá folyik, ami megakadályozza a másodlagos szennyeződést és a fémek oxidatív égését.
2) Ugyanakkor a vízszintes sík teljes kihasználása érdekében az öntőformát sűrűn elrendezett rövid formaként lehet megtervezni a többrúd-öntvény megvalósításához.
3) A nagy mennyiségű olvadt alumínium és a kisebb hőelvezetés miatt az öntési hőmérséklet csökkenthető, így a kristály túlhűtési foka nagy, a spontán gócképződési sebesség magas, és a szemcsék finomodnak.A rövid formák jellemző tulajdonságai mellett az olvadt alumínium a formában a hatékony kristályosodási magasság rövidebb, mint a hagyományos forró öntvénynél, a folyadéküreg mélysége sekélyebb, az öntött rúd elválasztó rétege vékonyabb. , a szemcsék egyenletesebbek, a megjelenés simább.
4) A berendezést egy egészben összeszereljük, azaz az öntőplatformot és a próbabábut előzetesen egymással pozicionáljuk és egymással kombináljuk, majd az öntőgép alvázára és a billenőszerkezetre szereljük, és együtt használjuk drótkötél vagy hidraulikus vezetőoszlop emelő.
2. A termék előnyei
1) A felső öntőforma söntlemez áramlási nyílásánál trapéz alakú kialakítást alkalmaznak, amely csökkentheti az alumínium lógásának jelenségét a felszámolási folyamat során, ezáltal növelve a söntlemez élettartamát.
2) A felső szerszámlemez a vezetőcső és az adapterlemez integrált kialakítását alkalmazza, hogy elkerülje az alumíniumrúd felületén történő alumíniumozást és húzást, és ezzel egyidejűleg csökkentheti a kopó alkatrészek költségeit.
3) A belső vízkeringtető hűtést alkalmazzák, a terelőlemez és a fő horony hőmegtartó hatása jó, a folyadékszint ingadozása az öntési folyamat során kicsi, és nem könnyű salakot és salakot szállítani.





