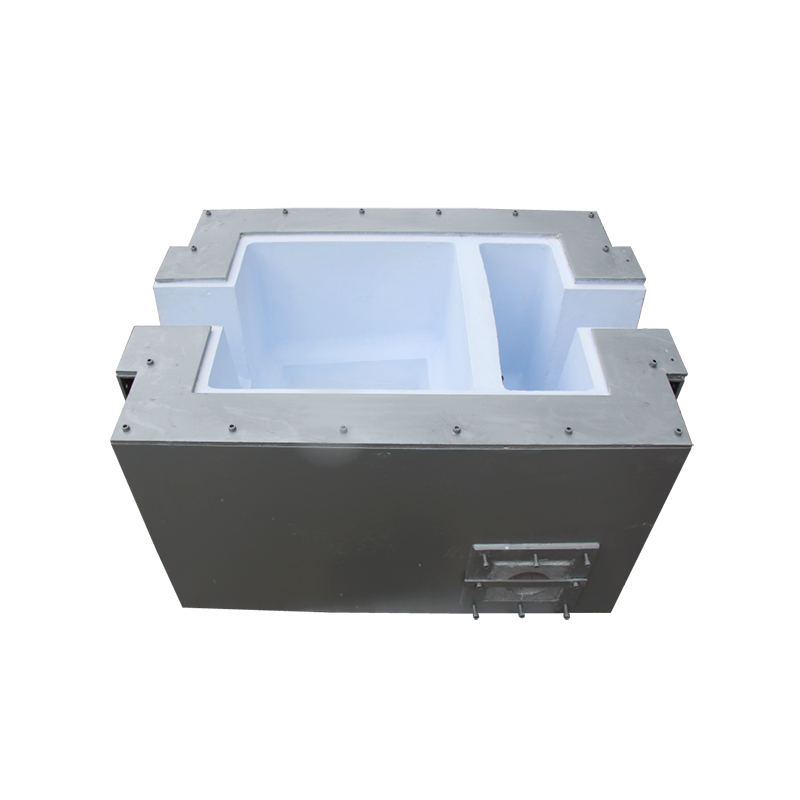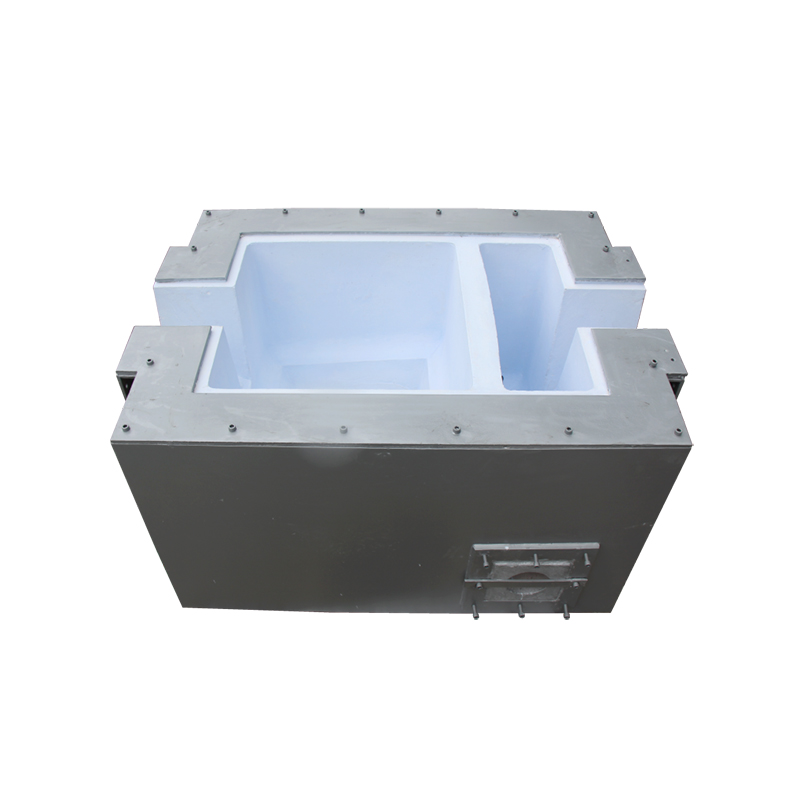
szűrődoboz kerámia szűrőlappal olvadt alumínium szűrésére
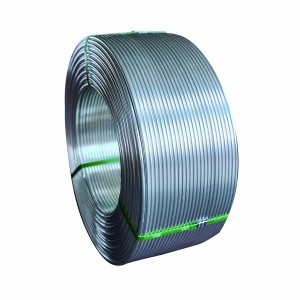
Az alumínium extrudáló prés kimeneténél lévő grafitlemez kenő szerepet játszik.Általában durva szemcséjű grafitot használnak.A nagy tisztaságú grafit finom és sima, és nagyon kicsi annak a valószínűsége, hogy megkarcolja az alumíniumot.Ennek a nagy tisztaságú anyagnak a használata jelentősen megnöveli az élettartamot, és viszonylag költséget takarít meg.
Termék neve: Alumínium profil grafit lap
Termékjellemzők: egyedi feldolgozás Különböző grafittermékek gyártására szakosodva, melyek a vásárlói igények szerint testre szabhatók!
1.Ha vannak rajzai, kérjük, küldjön rajzokat (CAD, PDF, kézzel rajzolt vázlatok).
2. Magyarázza el a méretet, mennyiséget, vastagságot stb.
3. Határozza meg a feldolgozási technológiát (egyszerű vágás, lyukasztás, egyedi gyártású heteroszexuális alkatrészek, köszörülés, marás és fűrészvágás stb.).
4. A fizetés az árajánlatot követően történhet.
Jegyzet:Ha a méretnek különösen pontosnak kell lennie, kérjük, magyarázza el, mert a normál folyamatok, például a vágás, köszörülés és lyukasztás esetén bizonyos tűréshatárok érvényesek.Ha speciális formájú alkatrészekkel szemben precíziós követelmények vannak, azt is előzetesen meg kell magyarázni.Gondosan fényképezés Jellemzők: 1 Jó hőállóság 2 Kenés- és kopásállóság 3 Jó hővezető képesség 4 Professzionális egyedi precíziós megmunkálás
Alkalmas öntési alkalmazásokhoz hálós kerámiahab szűréssel.
1. Közvetlenül szobahőmérsékleten használható anélkül, hogy aggódna a hősokk miatt.
2. Nincs hőtágulás és alacsony hővezető képesség.
3. Lebeghet alumíniumban, csökkentve a tűzálló zárványok lehetőségét.
1. Tisztítsa meg a szűrődobozt.
2. Óvatosan helyezze be a szűrőlapot a szűrődobozba, és kézzel nyomja a tömítőtömítést a szűrőlap köré, hogy megakadályozza az olvadt alumínium kifolyását.
3. Melegítse elő egyenletesen a szűrődobozt és a szűrőlemezt, hogy azok közel legyenek az olvadt alumínium hőmérsékletéhez.Előmelegítés a nedvesség eltávolítása és a kezdeti azonnali szűrés megkönnyítése érdekében.Az előmelegítés történhet elektromos vagy gázfűtéssel.Normál körülmények között körülbelül 15-30 percet vesz igénybe.
4. Öntéskor ügyeljen az alumínium hidraulikafej cseréjére.A normál kezdeti nyomásmagasság 100-150 mm.Amikor az olvadt alumínium elkezd áthaladni, a nyomásmagasság 75-100 mm alá csökken, majd a nyomásmagasság fokozatosan növekszik.
5. A normál szűrési folyamat során kerülje a szűrőlemez kopogását és rezgését.Ezzel egyidejűleg a mosodát meg kell tölteni alumínium vízzel, hogy elkerüljük az alumínium víz túlzott zavarását.
6. A szűrés után időben vegye ki a szűrőlapot és tisztítsa meg a szűrődobozt.
Formázási méretszabvány, amely megbízható támogatást nyújt a habkerámia szűrőlemez szűrési hatékonyságának hatékony megvalósításához.Az általános specifikációk mellett a vevői igények szerint tervezhető és gyártható.